
Nitinol in Micro metal 3D printing using LMM
Nitinol's clinical track record was built almost entirely on wire, tube, sheet and braid. Every established process fights the alloy's chemistry. A sinter-based additive route changes the addressable design space, without inventing new chemistry.
For forty years, Nitinol devices have been shaped by the processes used to make them. The stent, the stone basket, the orthodontic archwire: each is optimised around the geometries that wire drawing and laser tube cutting can produce, not necessarily the geometries that patients require.
That constraint is not a failure of imagination. It is a direct consequence of Nitinol's unusual chemistry. The alloy's functional behaviour depends on an extremely narrow compositional window, and every high-temperature process step risks shifting that window. The industry converged on a small set of fabrication routes precisely because those routes could reliably preserve the alloy's properties.
Sinter-based additive manufacturing opens a different path. It does not bypass Nitinol's chemistry; it engages with it differently. Understanding what that means in practice, and where the current limits lie, requires starting at the material level.
Nitinol's clinical utility rests on two related phenomena. Shape memory allows a deformed part to recover its original geometry when heated above the austenite finish temperature (Af). Superelasticity (the property exploited in most vascular and interventional devices) allows the alloy to undergo large elastic deformation and recover fully at constant temperature, provided that temperature is above Af.
The distinction matters because it places a hard design constraint on every device intended for in-body use. At 37 °C, a superelastic implant must be in its austenite phase. That means Af must be commonly specified below body temperature, often with additional margin. A shift of even a few degrees in Af, caused by a small change in alloy composition or residual stress state, can render a device non-functional at the point of use.
Af can be measured by Differential Scanning Calorimetry (DSC) per ASTM F2004, which detects the latent heat of the phase transformations. Active Af under load is characterised by Bend and Free Recovery testing per ASTM F2082. Together these are key acceptance criteria for Nitinol composition in medical device qualification.
The dominant Nitinol fabrication routes were not selected arbitrarily. Each was adopted because it could reliably deliver the phase transformation temperatures, mechanical properties and surface quality that medical device standards require.
Drawing produces the work-hardened, fine-diameter wire used in guidewires, orthodontic archwires, surgical sutures and multi-strand braids. The iterative cold-work and annealing cycle refines grain structure and allows precise Af setting. The geometry, however, is fundamentally one-dimensional. Feature integration is not possible; device function relies on bending and coiling a wire into a secondary shape.
Laser cutting of drawn tube is the dominant route for self-expanding stents, stone baskets and stent-retriever frames. It enables complex two-dimensional mesh patterns within a cylindrical envelope, with good dimensional repeatability. The constraint is the cylindrical starting geometry: the process cannot produce branched, asymmetric or three-dimensional forms without secondary assembly steps that introduce tolerance stack-up and failure points.
Hot-rolled billet can be CNC-machined to produce flat clips, staples and rigid structural components. Machining imposes no chemical contamination, but the geometric envelope is limited by tool access. Internal features, undercuts and lattice structures are not achievable without secondary operations. Material removal rates are also high relative to the volume of the finished part, increasing cost and waste.
The chemistry requirements for medical-grade Nitinol are defined by ASTM F2063. Of these requirements, the interstitial element limits are the most restrictive for any thermal process, as shown in the table below.
| Element | Limit (wt%) | Limit (ppm) |
|---|---|---|
| Carbon (C) | <0.040 | <400 |
| Oxygen (O) | <0.040 | <400 |
| Nitrogen (N) | <0.005 | <50 |
| Hydrogen (H) | <0.005 | <50 |
| Total interstitials | <0.25 | <2500 |
Interstitial element limits per ASTM F2063-18. Note: F2063 formally covers wrought NiTi bar, flat rolled products and tube; it serves as the reference chemistry target for AM Nitinol development in the absence of an AM-specific standard.
These limits exist because interstitial elements precipitate as secondary phases during high-temperature processing. Both phases are embrittling and, critically, both bind titanium out of the NiTi matrix. This Ti depletion shifts the local Ni:Ti ratio, reducing Af and potentially taking the device outside its functional window. The two most commonly observed precipitates are:
Precipitates when carbon exceeds the solid solubility limit in the NiTi matrix. TiC particles are hard and brittle. They bind titanium out of the functional matrix and act as stress concentrators under cyclic fatigue, reducing fatigue life and pushing the alloy outside F2063 limits.
An intermetallic phase stabilised by oxygen incorporated into its lattice. It forms when oxygen content exceeds the interstitial solubility limit, withdrawing titanium from the NiTi matrix. The resulting compositional shift reduces Af and degrades both mechanical performance and corrosion resistance.
The geometric constraints of conventional Nitinol processing have shaped not just manufacturing, but clinical design thinking. When a material can only be delivered as a wire or laser-cut tube, device concepts that require three-dimensional geometry are rarely designed, because there is no manufacturing path to realise them. Sinter-based additive manufacturing changes that framing.
Aortic bifurcation, iliac branching, trifurcation vessels: these anatomical geometries require stent or scaffold structures that cannot be made from a single tube. Current clinical solutions involve multiple overlapping devices, introducing delivery complexity and thrombotic risk at junctions. A monolithic bifurcated scaffold with the correct radial force distribution across each branch is geometrically feasible in additive manufacturing and not readily achievable with established wire or tube-based routes.
Bone-contacting implants benefit from open porosity that allows vascular ingrowth and biological fixation. Titanium lattice implants are now used in spine and orthopaedic applications. Nitinol offers superelasticity in addition to porous architecture, a combination that could match cortical bone stiffness while maintaining bone-matched compliance under cyclical loading. This architecture requires layer-by-layer construction and cannot be achieved by machining or tube cutting.
Patient-specific implants for craniomaxillofacial, orbital and cartilage repair applications require surface geometry derived directly from CT or MRI data. No wire-based process can adapt to this input. Sinter-based AM accepts any geometry that can be represented as a 3D file, making anatomical contouring a straightforward design parameter rather than a manufacturing constraint.
Minimally invasive instruments (retrieval devices, graspers, micro-actuators) often require features that perform mechanical work: spring elements, locking clips, flexure hinges. Assembling these from individual wire-formed components introduces joint interfaces that are potential failure sites. Integration into a single sintered part eliminates these interfaces. The mechanical function is built into the geometry rather than assembled from components.
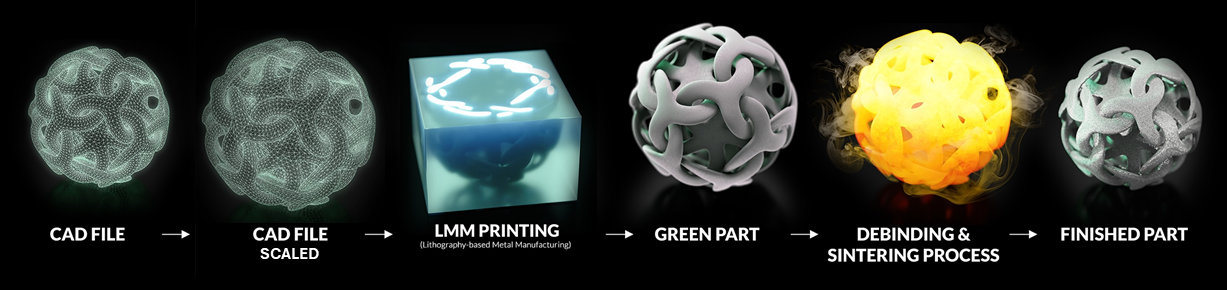
Lithography-based Metal Manufacturing (LMM) is a sinter-based additive process that uses a photopolymer-metal feedstock cured by projected light. It is classified under ISO/ASTM as a Vat Photopolymerization Process (VPP). For Nitinol specifically, LMM offers a combination of properties that distinguishes it from other additive approaches.
Processes that produce a melt carry the risk of preferential nickel evaporation: nickel's higher vapour pressure causes it to leave the melt selectively, shifting the Ni:Ti ratio and moving Af. Because LMM sinters rather than melts, this mechanism is avoided.
Wire drawing dies, tube extrusion mandrels and machining fixtures represent significant capital cost and require separate qualification for each geometry. LMM is tooling-free: geometry changes are made in CAD, substantially reducing lead time and cost for design iteration.
Unlike powder bed fusion processes, LMM uses a feedstock paste. There is no airborne Nitinol powder during operation, which simplifies process safety management for a material that carries nickel exposure hazard when inhaled.
The two gaps that remain open in current process characterisation are carbon content and oxygen content. Carbon from binder pyrolysis and oxygen absorbed during thermal processing consistently exceed the F2063 targets in standard debinding cycles; optimised protocols (extended hold times, modified atmosphere composition) have reduced but not yet eliminated this excess. Both gaps are addressable through process parameter optimisation and are the focus of ongoing development work.
Transparency about the current development state is more useful to a design engineer than marketing claims. The following table reflects the actual readiness of LMM-produced Nitinol for different application categories, based on current process characterisation data.
| Application / Requirement | Status | Notes |
|---|---|---|
| Prototype geometry verification | Prototyping Ready | Dimensional accuracy and shape memory response sufficient for concept validation and design iteration. No regulatory qualification required at this stage. |
| Functional prototypes (superelastic response) | Prototyping Ready | Af can be set within the target window. Superelastic plateau and recovery are demonstrated. Not yet optimised for high-cycle fatigue. |
| Non-implant industrial and research applications | Prototyping Ready | Where F2063 interstitial limits are not a hard requirement, current material quality is suitable for evaluation. |
| High-volume production | In Development | Process repeatability and yield across larger batch sizes are under active development. Target is consistent part quality across production runs without geometry-specific re-qualification. |
| Serial manufacturing | In Development | The process architecture supports scale; volumes above one million parts per year are within scope as capacity and process control mature. |
| Implant with regulatory submission (ISO 10993, FDA 510(k)/PMA) | Customer-Led Path | Regulatory submission is led and owned by the device manufacturer. MetShape's role is to provide a qualified, traceable supply chain: process documentation, material characterisation data, and lot release testing that the customer can reference in their technical file. |
The appropriate use of LMM Nitinol today is in the design exploration and early feasibility phase, particularly for geometries that have no conventional manufacturing path. The technology is not a direct replacement for production-qualified wire-drawn or tube-cut Nitinol. It is a complementary route that enables the design space to be explored before committing to a process and geometry that conventional manufacturing can eventually support at scale.
Get a Free Part Evaluation
Request your sample part and evaluate LMM for your Nitinol application.
Request a sample part